先进复合材料主要制造工艺和专用设备
By www.carbonfiber.com.cn
先进复合材料具有轻质、高强度、高模量、抗疲劳、耐腐蚀、可设计、成型工艺性好和成本低等特点,是理想的航空结构材料,在航空产品上得到了广泛应用,已成为新一代飞机机体的主体结构材料。复合材料先进技术的成熟使其性能最优和低成本成为可能,从而大大推动了复合材料在飞机上的应用。一些大的飞机制造商在飞机设计制造中,正逐步减少传统金属加工的比例,优先发展复合材料制造。本文旨在介绍在复合材料制造过程中所涉及到的主要工艺和先进专用设备。
复合材料在飞机上的应用
随着复合材料制造技术的发展,复合材料在飞机上的用量和应用部位已经成为衡量飞机结构先进性的重要标志之一。复合材料在飞机上的应用趋势有如下几点:
(1)复合材料在飞机上的用量日益增多。
复合材料的用量通常用其所占飞机机体结构重量的百分比来表示,世界上各大航空制造公司在复合材料用量方面都呈现增长的趋势。最有代表性的是空客公司的A380客机和后续的A350飞机以及波音公司的B787飞机。A380上复合材料用量约30t。B787复合材料用量达到50%。而A350飞机复合材料用量更是达到了创纪录的52%。复合材料在军机和直升机上的用量也有同样的增长趋势,近几年得到迅速发展的无人机更是将复合材料用量推向更高水平。

(2)应用部位由次承力结构向主承力结构发展。
最初采用复合材料制造的是飞机的舱门、整流罩、安定面等次承力结构。目前,复合材料已经广泛应用于机身、机翼等主承力结构。主承载部位大量应用复合材料使飞机的性能得到大幅度提升,由此带来的经济效益非常显著,也推动了复合材料的发展。
(3)在复杂外形结构上的应用愈来愈广泛。
飞机上用复合材料制造的复杂曲面制件也越来越多,如A380和B787飞机上的机身段,球面后压力隔框等,均采用纤维铺放技术和树脂膜渗透(RFI)工艺制造。
(4)复合材料构件的复杂性大幅度增加,大型整体、共固化成型成为主流。
在飞机上大量采用复合材料的最直接的效果是减重,复合材料制件采用共固化、整体成型技术,能够成型大型整体部件,明显减少零件、紧固件和模具的数量,减少零件装配,从而有效地降低制造成本。
(5)复合材料的制造手段和先进专用设备得到迅速发展和广泛应用。
传统的复合材料制造技术自动化程度低,复合材料制件的质量不稳定,分散性大,可靠性差,生产成本居高不下,无法生产大型和复杂的复合材料制件。飞机结构尺寸的不断增加使大尺寸复合材料制件的制造工艺变得极为重要。
近年来,出现了各种各样的自动化程度较高的制造技术,如纤维铺放、树脂膜转移成型/渗透成型、电子束固化等技术。随之研制并得以工业化应用的先进、高效、低成本专用设备也层出不穷,如三维编织机、全自动铺带设备和丝束铺放设备等。这些高效自动化设备显著提高了复合材料生产效率和制件内部质量,降低了成本,使复合材料性能最优化和低成本并存成为可能。
复合材料制造工艺及主要设备
复合材料成型是一个比较复杂的过程。随着各种新工艺、新技术的涌现,复合材料制造工艺已成为复合材料加工制造的关键,涵盖的技术面广、技术含量高,涉及的成本份额占总成本的80%以上。
根据用途、批量、市场等要求的不同,航空航天用复合材料产品的成型工艺采用了手工铺层、半自动成型、全自动成型以及液体成型等技术。下面就生产中主要涉及的工艺方法和主要设备加以重点说明。

复合材料主要生产工艺
(1)手工铺层
目前,手工铺层仍是被广泛使用的传统成型方法,甚至像B-2轰炸机以及一些通用飞机的制造也采用了大量的手工铺层工序。因为这些产品的定货量往往是一位数,而质量要求很高。手工铺贴方法的优点是可使蒙皮厚度有大的变化,进行局部加强,嵌入接头用的金属加强片,形成加强筋和蜂窝夹芯区等。
目前,手工铺层使用了许多专用设备来控制和保证铺层的质量,如复合材料预浸料自动剪裁下料系统和铺层激光定位系统等,即采用专门的数控切割设备来进行预浸料和辅助材料的平面切割,从而将依赖于样板的制造过程转变为可根据复合材料设计软件产生的数据文件进行全面运作的制造过程。
手工铺层的缺点是要求铺层人员有很高的技艺和施工经验,手工铺贴费工费时,因此效率低、成本高(占总成本的1/4),难以适应大批量生产和大型复杂复合材料制件的生产要求。因此,在60年代初,在手工铺层复合材料实施几年之后,就开发了自动铺带(ATL)技术。
(2)自动铺带(ATL)
自动铺带技术采用有隔离衬纸的单向预浸带,其裁剪、定位、铺叠、辊压均采用数控技术自动完成,由自动铺带机实现。多轴龙门式机械臂完成铺带位置的自动控制,铺带头上装有预浸带输送和切割系统,根据待铺放工件边界轮廓自动完成预浸带的铺放和特定形状位置的切割。预浸带在加热状态时,在压辊的压力作用下铺叠到模具表面。
自动铺带机根据铺放制件的几何特征可分为平面铺带和曲面铺带两类。随着自动铺带设备、编程、计算机软件、铺带技术以及材料的进一步发展,自动铺带的效率变得更高,性能更可靠,操作性更友好。与手工相比,先进铺带技术可降低制造成本的30%~50%,可成型超大尺寸和形状复杂的复合材料制件,而且质量稳定,缩短了铺层及装配时间,工件近净成型,切削加工及原材料耗费减少。目前,最先进的第五代铺带机是带有双超声切割刀和缝隙光学探测器的十轴铺带机,铺带宽度最大可达到300mm,生产效率可达到手工铺叠的数十倍。
自动铺带机要成型复杂双曲率型面,需采用窄带,工作效率会降低,而一台铺带机的价格需要3~5百万美元,成本太高。由此,Hercules率先开发了自动丝束铺放(ATP)设备。
(3)自动丝束铺放(ATP)
自动丝束铺放技术结合了自动铺带和纤维缠绕技术的优点,铺束头把缠绕技术所用的不同预浸纱束独立输送和铺带技术所用的压实、切割、重送功能结合在一起,由铺束头将数根预浸纱束在压辊下集束成为一条宽度可变的预浸带,然后铺放在芯模表面,铺放过程中加热软化预浸纱束并压实定型。
与自动铺带相比,自动铺丝束技术可以成型更复杂的结构件,材料消耗率低,是自动化制造技术的顶峰,ATP设备对复合材料的重要性相当于铣床对金属材料结构的重要性。它是介于自动缠绕与自动铺带之间的一种铺层方法,特别适于复杂构件的制造。自动铺放技术的基础是铺放机的设计与开发。
以美国辛辛那提机床公司Viper纤维铺放机系统为例。Viper纤维铺放系统将缠绕、特型铺带及计算机控制结合起来,自动生产需要大量手工铺层的复杂零件,从而缩短铺层及装配时间,由于工件近净成型,切削加工及原材料耗费减少。
沃特公司制造波音787的23%的机身,其中包括5.8m×7m的47段及4.3m×4.6m的48段,采用了来自辛辛那提公司的自动铺放机Viper6000。制造时,将东丽的3900系碳/环氧无纬带铺叠在大的筒形旋转模具上,模具由互锁的芯轴组成,筒形件铺成后放在23.2m×9.1m的、世界上体积最大的热压罐中固化。目前,自动丝束铺放机已可铺放窄带及宽带丝束。
预浸丝束/带的机器人自动铺放已成为高性能纤维增强复合材料结构的一种强力高效技术。它是机电装备技术、CAD/CAM软件技术和材料工艺技术的综合集成,包括:自动铺放装备技术、预浸丝束/带切割技术、铺放CAD技术、铺放CAM技术、预浸丝束/带技术、自动铺放工艺技术、铺放质量控制、模具技术、成本分析及控制和一体化协同数字化设计技术等,具有高效率、高质量、高重复性和低成本等优点。
(4)热压罐固化成型
热压罐固化成型是航空航天复合材料结构件传统的制造工艺,它有产品重复性好、纤维体积含量高、孔隙率低或无孔隙、力学性能可靠等优点。热压罐固化的缺点主要是耗能高以及运行成本高等。而目前大型复合材料构件必需在大型或超大型热压罐内固化,以保证制件的内部质量,因此热压罐的三维尺寸也在不断加大,以适应大尺寸复合材料制件的加工要求。目前,热压罐都采用先进的加热控温系统和计算机控制系统,能够有效地保证在罐内工作区域的温度分布均匀,保证复合材料制件的内部质量和批次稳定性,如准确的树脂含量、低或无空隙率和无内部其他缺陷。这也是热压罐一直沿用至今的主要原因。

复合材料预浸料/热压罐生产工艺及主要设备
(5)复合材料液体成型
复合材料液体成型已是十分普及的工艺,它是以树脂转移成型(RTM)为主体,包括各种派生的RTM技术,大约有25~30种之多,其中,RTM、真空辅助RTM(VARTM)、真空辅助树脂注射成型(VARI)、树脂膜熔浸成型(RFI)和树脂浸渍成形(SCRIMP)被称为RTM的5大主要成型工艺,也是目前应用最多的RTM工艺。

复合材料液压成型工艺及主要设备
RTM的优点是成品的损伤容限高,可成型精度高、孔隙率小的复杂构件及大型整体件。RTM成型的关键是,要有适当的增强预形件以及适当黏度的树脂或树脂膜。RTM要求树脂在注射温度下的黏度值低,第一代环氧树脂的粘度要求在500cps(0.5Pa·s)以下,以前对于较大尺寸的构件要求树脂黏度低于250cps(0.25Pa·s),RTM工艺的主要设备是各种树脂注射机和整体密闭型模具。
随着新型增强材料结构的不断创新,编织技术和预成形体技术与RTM技术相结合,形成了新的工艺发展和应用方向。如采用三维编织技术将增强材料预制成3D结构,然后再与RTM工艺复合,也可将纤维织物通过缝纫或粘结的方法,直接预制成制件形状,再采用RTM工艺成型复合材料。
例如,EADS军用飞机公司为B787后机身段制造的后压力隔框,它是一个半球形的整体隔框,插在增压的机身47段及非增压的48段及尾段之间,它是用VARTM制造的,尺寸大约为4.3m×4.6m,波音787是首架具有复合材料后压力隔框的飞机。该隔框的制造得益于Cytec公司的树脂熔渗膜系统。韧化的复合材料有顶级阻燃/烟/毒性能,可以取消防火层,从而比传统的树脂熔渗法制得的结构轻。而波音787机身的大部分隔框则采用了碳纤维树脂膜熔渗RFI技术制造,复合材料隔框用碳纤维复合材料抗剪箍连接在机身蒙皮上,由于设计及成本上的原因,少数部位仍采用钛合金及铝合金隔框。
(6)隔膜成型
隔膜成型原是一种为热塑性复合材料开发的成型工艺,后发现用于热固性复合材料具有很广泛的用途。它具有成型过程中纤维不易滑动、不易产生皱褶的特殊功效,非常适用于加工大型飞机机翼前梁的C形截面。在近年推出的A400M等大型飞机前梁C形截面中,已广泛采用了这种工艺方法。
为成型出C形截面,预形件从铺带机上卸下送到由英国Aeroform公司提供的热包膜成型机设备上成型。为便于抽真空,预形件应夹在两个由俄亥俄州的杜邦电子技术公司提供的Kapton聚酰亚胺薄膜之间。薄膜之间抽真空,然后从零件上面进行红外加热,直到1h内将温度升到60℃。这样可以保证即使在梁根部的最厚截面中心,也可均匀加热到同一温度。然后缓缓对两薄膜间层合板加压,而在轻质模具上形成梁的内表面。这个C形截面可在30min内缓慢成型之后,去掉Kapton薄膜。
在欧洲推出的ALCAS计划中,这种成型方法已成为加工飞机前梁的一种典型工艺方法。
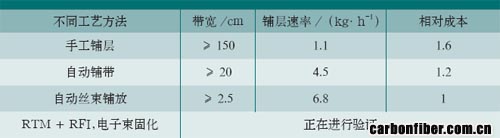
不同工艺方法的成本比较
(7)复合材料制件加工、装配及无损检测
复合材料制件成型后,需要进行机械加工,包括外形尺寸加工、钻孔等,要求具有很高的加工质量。复合材料制件属于脆性各向异性材料,常规的加工方法不能满足复合材料加工质量要求。传统切割方式在加工纤维材料时具有以下缺点:切割速度慢、效率低;复合材料制件属于易变形材料,切割精度难以保证;在切割高韧性材料时,刀具和钻头等磨损快、损耗大;加工复合材料层合板时易发生分层破坏等。因此要求复合材料生产需配备大型自动化高压水切割机、超声切割设备和数控自动化钻孔系统等专用设备,以满足复合材料制件经加工后无分层磨损且符合装配尺寸精度的要求。

复合材料装备工艺及主要设备
大型机翼蒙皮层合板一般采用大型高压水切割机进行净形切割,世界上最大切割机的床身为36m×6.5m,由Flow International公司制造。这种磨粒喷水切割机可以快速切割厚的层合板而不致产生层合板过热,25mm厚的层合板可以0.67m/min速度切割,对6mm薄的层合板,切割速度可以高达3m/min,厚的蒙皮可以0.39m/min速度切割。
超声切割设备将超声振动能量加载在切割刀具上,可有效地分离纤维材料的边界,从而有效解决上述传统切割方法带来的问题。超声切割技术的切割质量优良,具有无毛刺、无刀具磨损、无碳化材料、切割力小、不易造成分层,切割速度快、精度高等特点。已经在国外航空企业内得到广泛的应用。
随着飞机的金属结构逐渐向复合材料结构转移,复合材料制造的自动化显得日益重要。而自动化程度较高的装配技术尤其显得重要。复合材料的使用使飞机机体有可能采用大型整体结构件制造,如787最后总装只进行六大部件的对接,即前机身、中机身、后机身、机翼、水平安定面和垂直尾翼。这些整体大部件使装配过程中避免使用传统巨型工装,而更多地采用便携式工具。飞机结构件的移动不采用龙门吊车。
柔性装配、自动钻铆等先进技术集成应用于复合材料大型部件的自动装配中。飞机柔性装配技术考虑作为装配对象的航空产品本身特征,基于飞机产品数字化定义,通过飞机柔性装配流程、数字化装配技术、装配工装设计、装配工艺优化、自动定位与控制技术、测量、精密钻孔、伺服控制、夹持等实现飞机零部件快速精确的定位和装配,可减少装配工装的种类和数量,提高装配效率和装配准确度,提高快速响应能力,缩短飞机装配周期,增强飞机快速研制能力。它是一种能适应快速研制、生产及低成本制造要求、满足设备和工装模块化可重组的先进装配技术。如B787的复合材料机翼结构件的移动采用了自动化导引车等柔性装配技术。

自动钻铆机广泛应用于复合材料大型部件的自动装配,如A380机翼装配采用了自动化可移动钻孔设备。这些钻削设备与传统金属材料钻削设备的本质区别在于,为保持铆钉孔周围的结构完整性,要求钻孔时无分层,因此制孔一般要用硬质切削刀具,采用多步钻孔法。鉴于复合材料的制造方法不同,其可切削加工性也各异。例如,编织结构为“十”字形花样的织物,比单向排列的织物带易切削,后者的磨损力更大且易产生分层、钻孔时有纤维未切到的问题。因此,根据复合材料构件不同的成型方式,应选择不同的钻削参数、材料及形状的钻头。
复合材料制件无损检测设备主要需要配置大型超声C扫描设备和X光无损检测设备。此外,激光剪切摄影及激光超声检测也是主要发展方向。
在超声检验技术方面最重要的进展之一是相控阵检验的开发。相控阵超声检验与传统超声检验相比,改进了探测的概率,并明显加快了检验速度。
传统的超声检验要用许多个不同的探头来作综合性的体积分析,而相控阵检验用一个多元探头即可完成同样的结果。这是由于每一个元素探头可以进行电子扫描和电子聚焦,每一元素探头的启动有一个时间上的延迟。其结果是合成的超声束的入射角可加以变化,焦点深度也可以变化,这就是说体积检验的速度可以比传统法快得多。因为用传统法时,探头必须适时更换,而且必需多路传输才能得出不同的入射角和焦点深度。此外,相控阵探头可提供更宽的覆盖范围,从而比传统探头有更高的生产效率。
(8)复合材料数字化设计制造一体化
复合材料零件成型独特的工艺特点决定了它在设计制造方面与金属零件有很大差异,而且更加复杂。
复合材料构件数字化设计制造以复合材料设计/制造平台和附和材料数字化制造设备为软硬件基础。改变了传统复合材料的设计/制造方式,采用数字量形式对产品进行全面描述和数据传递,实现了设计与制造之间的无缝集成。
复合材料设计软件与现有CAD系统的集成为设计/制造复合材料构件提供了有力平台。包括初步设计、工程详细设计、制造详细设计和制造输出4个阶段。
复合材料构件数字化制造过程包括预浸料下料、铺层铺放、固化等工序,目前复合材料构件数字化制造主要体现在预浸料自动下料、激光铺层定位和纤维自动铺放等方面。
例如,在B787项目中复合材料构件均采用了FiberSIM软件进行数字化设计,将设计数据向全球伙伴发放,从而保证了复合材料构件数据的唯一性和准确性。由于B787大量采用数字化设计,因此其研发周期比B777缩短了3年。
复合材料构件数字化设计制造使实施并行工程成为可能,在设计早期阶段解决制造问题,大大减少了车间修改和重复工作。设 计和制造数据的无缝集成缩短了制造时间,减少了人工编程带来的误差,提高了构件质量。
结束语
综上所述,随着复合材料在飞机上用量的递增,使复合材料制造业迅速成为飞机制造业的主要组成部分。今后飞机50%以上的结构件将由金属转为复合材料,复合材料制造将成为飞机制造的基本手段。复合材料制造工艺和专用设备是先进复合材料关键技术之一,值得我们投入大量的人力物力加以研发和应用。掌握了先进复合材料制造技术,就掌握了未来飞机的先进制造技术。
中国航空工业第一集团公司科技发展部 郝建伟
中国航空工业发展研究中心 陈亚莉
先进复合材料具有轻质、高强度、高模量、抗疲劳、耐腐蚀、可设计、成型工艺性好和成本低等特点,是理想的航空结构材料,在航空产品上得到了广泛应用,已成为新一代飞机机体的主体结构材料。复合材料先进技术的成熟使其性能最优和低成本成为可能,从而大大推动了复合材料在飞机上的应用。一些大的飞机制造商在飞机设计制造中,正逐步减少传统金属加工的比例,优先发展复合材料制造。本文旨在介绍在复合材料制造过程中所涉及到的主要工艺和先进专用设备。
复合材料在飞机上的应用
随着复合材料制造技术的发展,复合材料在飞机上的用量和应用部位已经成为衡量飞机结构先进性的重要标志之一。复合材料在飞机上的应用趋势有如下几点:
(1)复合材料在飞机上的用量日益增多。
复合材料的用量通常用其所占飞机机体结构重量的百分比来表示,世界上各大航空制造公司在复合材料用量方面都呈现增长的趋势。最有代表性的是空客公司的A380客机和后续的A350飞机以及波音公司的B787飞机。A380上复合材料用量约30t。B787复合材料用量达到50%。而A350飞机复合材料用量更是达到了创纪录的52%。复合材料在军机和直升机上的用量也有同样的增长趋势,近几年得到迅速发展的无人机更是将复合材料用量推向更高水平。
(2)应用部位由次承力结构向主承力结构发展。
最初采用复合材料制造的是飞机的舱门、整流罩、安定面等次承力结构。目前,复合材料已经广泛应用于机身、机翼等主承力结构。主承载部位大量应用复合材料使飞机的性能得到大幅度提升,由此带来的经济效益非常显著,也推动了复合材料的发展。
(3)在复杂外形结构上的应用愈来愈广泛。
飞机上用复合材料制造的复杂曲面制件也越来越多,如A380和B787飞机上的机身段,球面后压力隔框等,均采用纤维铺放技术和树脂膜渗透(RFI)工艺制造。
(4)复合材料构件的复杂性大幅度增加,大型整体、共固化成型成为主流。
在飞机上大量采用复合材料的最直接的效果是减重,复合材料制件采用共固化、整体成型技术,能够成型大型整体部件,明显减少零件、紧固件和模具的数量,减少零件装配,从而有效地降低制造成本。
(5)复合材料的制造手段和先进专用设备得到迅速发展和广泛应用。
传统的复合材料制造技术自动化程度低,复合材料制件的质量不稳定,分散性大,可靠性差,生产成本居高不下,无法生产大型和复杂的复合材料制件。飞机结构尺寸的不断增加使大尺寸复合材料制件的制造工艺变得极为重要。
近年来,出现了各种各样的自动化程度较高的制造技术,如纤维铺放、树脂膜转移成型/渗透成型、电子束固化等技术。随之研制并得以工业化应用的先进、高效、低成本专用设备也层出不穷,如三维编织机、全自动铺带设备和丝束铺放设备等。这些高效自动化设备显著提高了复合材料生产效率和制件内部质量,降低了成本,使复合材料性能最优化和低成本并存成为可能。
复合材料制造工艺及主要设备
复合材料成型是一个比较复杂的过程。随着各种新工艺、新技术的涌现,复合材料制造工艺已成为复合材料加工制造的关键,涵盖的技术面广、技术含量高,涉及的成本份额占总成本的80%以上。
根据用途、批量、市场等要求的不同,航空航天用复合材料产品的成型工艺采用了手工铺层、半自动成型、全自动成型以及液体成型等技术。下面就生产中主要涉及的工艺方法和主要设备加以重点说明。
复合材料主要生产工艺
(1)手工铺层
目前,手工铺层仍是被广泛使用的传统成型方法,甚至像B-2轰炸机以及一些通用飞机的制造也采用了大量的手工铺层工序。因为这些产品的定货量往往是一位数,而质量要求很高。手工铺贴方法的优点是可使蒙皮厚度有大的变化,进行局部加强,嵌入接头用的金属加强片,形成加强筋和蜂窝夹芯区等。
目前,手工铺层使用了许多专用设备来控制和保证铺层的质量,如复合材料预浸料自动剪裁下料系统和铺层激光定位系统等,即采用专门的数控切割设备来进行预浸料和辅助材料的平面切割,从而将依赖于样板的制造过程转变为可根据复合材料设计软件产生的数据文件进行全面运作的制造过程。
手工铺层的缺点是要求铺层人员有很高的技艺和施工经验,手工铺贴费工费时,因此效率低、成本高(占总成本的1/4),难以适应大批量生产和大型复杂复合材料制件的生产要求。因此,在60年代初,在手工铺层复合材料实施几年之后,就开发了自动铺带(ATL)技术。
(2)自动铺带(ATL)
自动铺带技术采用有隔离衬纸的单向预浸带,其裁剪、定位、铺叠、辊压均采用数控技术自动完成,由自动铺带机实现。多轴龙门式机械臂完成铺带位置的自动控制,铺带头上装有预浸带输送和切割系统,根据待铺放工件边界轮廓自动完成预浸带的铺放和特定形状位置的切割。预浸带在加热状态时,在压辊的压力作用下铺叠到模具表面。
自动铺带机根据铺放制件的几何特征可分为平面铺带和曲面铺带两类。随着自动铺带设备、编程、计算机软件、铺带技术以及材料的进一步发展,自动铺带的效率变得更高,性能更可靠,操作性更友好。与手工相比,先进铺带技术可降低制造成本的30%~50%,可成型超大尺寸和形状复杂的复合材料制件,而且质量稳定,缩短了铺层及装配时间,工件近净成型,切削加工及原材料耗费减少。目前,最先进的第五代铺带机是带有双超声切割刀和缝隙光学探测器的十轴铺带机,铺带宽度最大可达到300mm,生产效率可达到手工铺叠的数十倍。
自动铺带机要成型复杂双曲率型面,需采用窄带,工作效率会降低,而一台铺带机的价格需要3~5百万美元,成本太高。由此,Hercules率先开发了自动丝束铺放(ATP)设备。
(3)自动丝束铺放(ATP)
自动丝束铺放技术结合了自动铺带和纤维缠绕技术的优点,铺束头把缠绕技术所用的不同预浸纱束独立输送和铺带技术所用的压实、切割、重送功能结合在一起,由铺束头将数根预浸纱束在压辊下集束成为一条宽度可变的预浸带,然后铺放在芯模表面,铺放过程中加热软化预浸纱束并压实定型。
与自动铺带相比,自动铺丝束技术可以成型更复杂的结构件,材料消耗率低,是自动化制造技术的顶峰,ATP设备对复合材料的重要性相当于铣床对金属材料结构的重要性。它是介于自动缠绕与自动铺带之间的一种铺层方法,特别适于复杂构件的制造。自动铺放技术的基础是铺放机的设计与开发。
以美国辛辛那提机床公司Viper纤维铺放机系统为例。Viper纤维铺放系统将缠绕、特型铺带及计算机控制结合起来,自动生产需要大量手工铺层的复杂零件,从而缩短铺层及装配时间,由于工件近净成型,切削加工及原材料耗费减少。
沃特公司制造波音787的23%的机身,其中包括5.8m×7m的47段及4.3m×4.6m的48段,采用了来自辛辛那提公司的自动铺放机Viper6000。制造时,将东丽的3900系碳/环氧无纬带铺叠在大的筒形旋转模具上,模具由互锁的芯轴组成,筒形件铺成后放在23.2m×9.1m的、世界上体积最大的热压罐中固化。目前,自动丝束铺放机已可铺放窄带及宽带丝束。
预浸丝束/带的机器人自动铺放已成为高性能纤维增强复合材料结构的一种强力高效技术。它是机电装备技术、CAD/CAM软件技术和材料工艺技术的综合集成,包括:自动铺放装备技术、预浸丝束/带切割技术、铺放CAD技术、铺放CAM技术、预浸丝束/带技术、自动铺放工艺技术、铺放质量控制、模具技术、成本分析及控制和一体化协同数字化设计技术等,具有高效率、高质量、高重复性和低成本等优点。
(4)热压罐固化成型
热压罐固化成型是航空航天复合材料结构件传统的制造工艺,它有产品重复性好、纤维体积含量高、孔隙率低或无孔隙、力学性能可靠等优点。热压罐固化的缺点主要是耗能高以及运行成本高等。而目前大型复合材料构件必需在大型或超大型热压罐内固化,以保证制件的内部质量,因此热压罐的三维尺寸也在不断加大,以适应大尺寸复合材料制件的加工要求。目前,热压罐都采用先进的加热控温系统和计算机控制系统,能够有效地保证在罐内工作区域的温度分布均匀,保证复合材料制件的内部质量和批次稳定性,如准确的树脂含量、低或无空隙率和无内部其他缺陷。这也是热压罐一直沿用至今的主要原因。
复合材料预浸料/热压罐生产工艺及主要设备
(5)复合材料液体成型
复合材料液体成型已是十分普及的工艺,它是以树脂转移成型(RTM)为主体,包括各种派生的RTM技术,大约有25~30种之多,其中,RTM、真空辅助RTM(VARTM)、真空辅助树脂注射成型(VARI)、树脂膜熔浸成型(RFI)和树脂浸渍成形(SCRIMP)被称为RTM的5大主要成型工艺,也是目前应用最多的RTM工艺。
复合材料液压成型工艺及主要设备
RTM的优点是成品的损伤容限高,可成型精度高、孔隙率小的复杂构件及大型整体件。RTM成型的关键是,要有适当的增强预形件以及适当黏度的树脂或树脂膜。RTM要求树脂在注射温度下的黏度值低,第一代环氧树脂的粘度要求在500cps(0.5Pa·s)以下,以前对于较大尺寸的构件要求树脂黏度低于250cps(0.25Pa·s),RTM工艺的主要设备是各种树脂注射机和整体密闭型模具。
随着新型增强材料结构的不断创新,编织技术和预成形体技术与RTM技术相结合,形成了新的工艺发展和应用方向。如采用三维编织技术将增强材料预制成3D结构,然后再与RTM工艺复合,也可将纤维织物通过缝纫或粘结的方法,直接预制成制件形状,再采用RTM工艺成型复合材料。
例如,EADS军用飞机公司为B787后机身段制造的后压力隔框,它是一个半球形的整体隔框,插在增压的机身47段及非增压的48段及尾段之间,它是用VARTM制造的,尺寸大约为4.3m×4.6m,波音787是首架具有复合材料后压力隔框的飞机。该隔框的制造得益于Cytec公司的树脂熔渗膜系统。韧化的复合材料有顶级阻燃/烟/毒性能,可以取消防火层,从而比传统的树脂熔渗法制得的结构轻。而波音787机身的大部分隔框则采用了碳纤维树脂膜熔渗RFI技术制造,复合材料隔框用碳纤维复合材料抗剪箍连接在机身蒙皮上,由于设计及成本上的原因,少数部位仍采用钛合金及铝合金隔框。
(6)隔膜成型
隔膜成型原是一种为热塑性复合材料开发的成型工艺,后发现用于热固性复合材料具有很广泛的用途。它具有成型过程中纤维不易滑动、不易产生皱褶的特殊功效,非常适用于加工大型飞机机翼前梁的C形截面。在近年推出的A400M等大型飞机前梁C形截面中,已广泛采用了这种工艺方法。
为成型出C形截面,预形件从铺带机上卸下送到由英国Aeroform公司提供的热包膜成型机设备上成型。为便于抽真空,预形件应夹在两个由俄亥俄州的杜邦电子技术公司提供的Kapton聚酰亚胺薄膜之间。薄膜之间抽真空,然后从零件上面进行红外加热,直到1h内将温度升到60℃。这样可以保证即使在梁根部的最厚截面中心,也可均匀加热到同一温度。然后缓缓对两薄膜间层合板加压,而在轻质模具上形成梁的内表面。这个C形截面可在30min内缓慢成型之后,去掉Kapton薄膜。
在欧洲推出的ALCAS计划中,这种成型方法已成为加工飞机前梁的一种典型工艺方法。
不同工艺方法的成本比较
(7)复合材料制件加工、装配及无损检测
复合材料制件成型后,需要进行机械加工,包括外形尺寸加工、钻孔等,要求具有很高的加工质量。复合材料制件属于脆性各向异性材料,常规的加工方法不能满足复合材料加工质量要求。传统切割方式在加工纤维材料时具有以下缺点:切割速度慢、效率低;复合材料制件属于易变形材料,切割精度难以保证;在切割高韧性材料时,刀具和钻头等磨损快、损耗大;加工复合材料层合板时易发生分层破坏等。因此要求复合材料生产需配备大型自动化高压水切割机、超声切割设备和数控自动化钻孔系统等专用设备,以满足复合材料制件经加工后无分层磨损且符合装配尺寸精度的要求。
复合材料装备工艺及主要设备
大型机翼蒙皮层合板一般采用大型高压水切割机进行净形切割,世界上最大切割机的床身为36m×6.5m,由Flow International公司制造。这种磨粒喷水切割机可以快速切割厚的层合板而不致产生层合板过热,25mm厚的层合板可以0.67m/min速度切割,对6mm薄的层合板,切割速度可以高达3m/min,厚的蒙皮可以0.39m/min速度切割。
超声切割设备将超声振动能量加载在切割刀具上,可有效地分离纤维材料的边界,从而有效解决上述传统切割方法带来的问题。超声切割技术的切割质量优良,具有无毛刺、无刀具磨损、无碳化材料、切割力小、不易造成分层,切割速度快、精度高等特点。已经在国外航空企业内得到广泛的应用。
随着飞机的金属结构逐渐向复合材料结构转移,复合材料制造的自动化显得日益重要。而自动化程度较高的装配技术尤其显得重要。复合材料的使用使飞机机体有可能采用大型整体结构件制造,如787最后总装只进行六大部件的对接,即前机身、中机身、后机身、机翼、水平安定面和垂直尾翼。这些整体大部件使装配过程中避免使用传统巨型工装,而更多地采用便携式工具。飞机结构件的移动不采用龙门吊车。
柔性装配、自动钻铆等先进技术集成应用于复合材料大型部件的自动装配中。飞机柔性装配技术考虑作为装配对象的航空产品本身特征,基于飞机产品数字化定义,通过飞机柔性装配流程、数字化装配技术、装配工装设计、装配工艺优化、自动定位与控制技术、测量、精密钻孔、伺服控制、夹持等实现飞机零部件快速精确的定位和装配,可减少装配工装的种类和数量,提高装配效率和装配准确度,提高快速响应能力,缩短飞机装配周期,增强飞机快速研制能力。它是一种能适应快速研制、生产及低成本制造要求、满足设备和工装模块化可重组的先进装配技术。如B787的复合材料机翼结构件的移动采用了自动化导引车等柔性装配技术。
自动钻铆机广泛应用于复合材料大型部件的自动装配,如A380机翼装配采用了自动化可移动钻孔设备。这些钻削设备与传统金属材料钻削设备的本质区别在于,为保持铆钉孔周围的结构完整性,要求钻孔时无分层,因此制孔一般要用硬质切削刀具,采用多步钻孔法。鉴于复合材料的制造方法不同,其可切削加工性也各异。例如,编织结构为“十”字形花样的织物,比单向排列的织物带易切削,后者的磨损力更大且易产生分层、钻孔时有纤维未切到的问题。因此,根据复合材料构件不同的成型方式,应选择不同的钻削参数、材料及形状的钻头。
复合材料制件无损检测设备主要需要配置大型超声C扫描设备和X光无损检测设备。此外,激光剪切摄影及激光超声检测也是主要发展方向。
在超声检验技术方面最重要的进展之一是相控阵检验的开发。相控阵超声检验与传统超声检验相比,改进了探测的概率,并明显加快了检验速度。
传统的超声检验要用许多个不同的探头来作综合性的体积分析,而相控阵检验用一个多元探头即可完成同样的结果。这是由于每一个元素探头可以进行电子扫描和电子聚焦,每一元素探头的启动有一个时间上的延迟。其结果是合成的超声束的入射角可加以变化,焦点深度也可以变化,这就是说体积检验的速度可以比传统法快得多。因为用传统法时,探头必须适时更换,而且必需多路传输才能得出不同的入射角和焦点深度。此外,相控阵探头可提供更宽的覆盖范围,从而比传统探头有更高的生产效率。
(8)复合材料数字化设计制造一体化
复合材料零件成型独特的工艺特点决定了它在设计制造方面与金属零件有很大差异,而且更加复杂。
复合材料构件数字化设计制造以复合材料设计/制造平台和附和材料数字化制造设备为软硬件基础。改变了传统复合材料的设计/制造方式,采用数字量形式对产品进行全面描述和数据传递,实现了设计与制造之间的无缝集成。
复合材料设计软件与现有CAD系统的集成为设计/制造复合材料构件提供了有力平台。包括初步设计、工程详细设计、制造详细设计和制造输出4个阶段。
复合材料构件数字化制造过程包括预浸料下料、铺层铺放、固化等工序,目前复合材料构件数字化制造主要体现在预浸料自动下料、激光铺层定位和纤维自动铺放等方面。
例如,在B787项目中复合材料构件均采用了FiberSIM软件进行数字化设计,将设计数据向全球伙伴发放,从而保证了复合材料构件数据的唯一性和准确性。由于B787大量采用数字化设计,因此其研发周期比B777缩短了3年。
复合材料构件数字化设计制造使实施并行工程成为可能,在设计早期阶段解决制造问题,大大减少了车间修改和重复工作。设 计和制造数据的无缝集成缩短了制造时间,减少了人工编程带来的误差,提高了构件质量。
结束语
综上所述,随着复合材料在飞机上用量的递增,使复合材料制造业迅速成为飞机制造业的主要组成部分。今后飞机50%以上的结构件将由金属转为复合材料,复合材料制造将成为飞机制造的基本手段。复合材料制造工艺和专用设备是先进复合材料关键技术之一,值得我们投入大量的人力物力加以研发和应用。掌握了先进复合材料制造技术,就掌握了未来飞机的先进制造技术。
中国航空工业第一集团公司科技发展部 郝建伟
中国航空工业发展研究中心 陈亚莉